ЗАПРЕССОВКА ПОРШНЕВОГО ПАЛЬЦА В ВЕРХНЮЮ ГОЛОВКУ ШАТУНА
В двигателях «Жигулей» поршневой палец запрессовывается в нагретую головку шатуна. Расчетный натяг в соединении должен быть примерно 0,04 мм. В соединении палец—поршень расчетный зазор около 0,01 мм. При температуре поршня и пальца, равной 20 °С, последний должен легко проталкиваться в поршень усилием руки. А вот смазанный моторным маслом палец не должен выпадать
из поршня в вертикальном положении.
У двигателей ВАЗ-2101, -2103 (диаметр цилиндра 76 мм) для запрессовки пальца рекомендуется
использовать приспособление А.60325 с размером, определяющим положение пальца, равным 2+од мм. Для двигателей ВАЗ-2105, -2106 (диаметр цилиндра 79 мм) предназначено другое приспособление 02.7853.9500 с соответствующим размером, равным 4,7+ 0 Д мм. Как видим, рекомендуемые допуски размеров в первом случае 0,2 мм, во втором 0,1 мм. По идее, приспособление должно обеспечивать симметричное положение пальца в шатуне и соответственно в поршне (с допускаемыми отклонениями). Однако, практика показывает, что длины частей пальца, выступающих из верхней головки шатуна, могут отличаться на 1 мм и более. Это происходит из-за различных расстояний между внутренними торцевыми плоскостями бобышек поршней, поставляемых в запасные части. К тому же, могут существенно отличаться по длине поршневые пальцы (свободный размер). Таким образом, рекомендуемые заводом приспособления можно использовать не всегда.
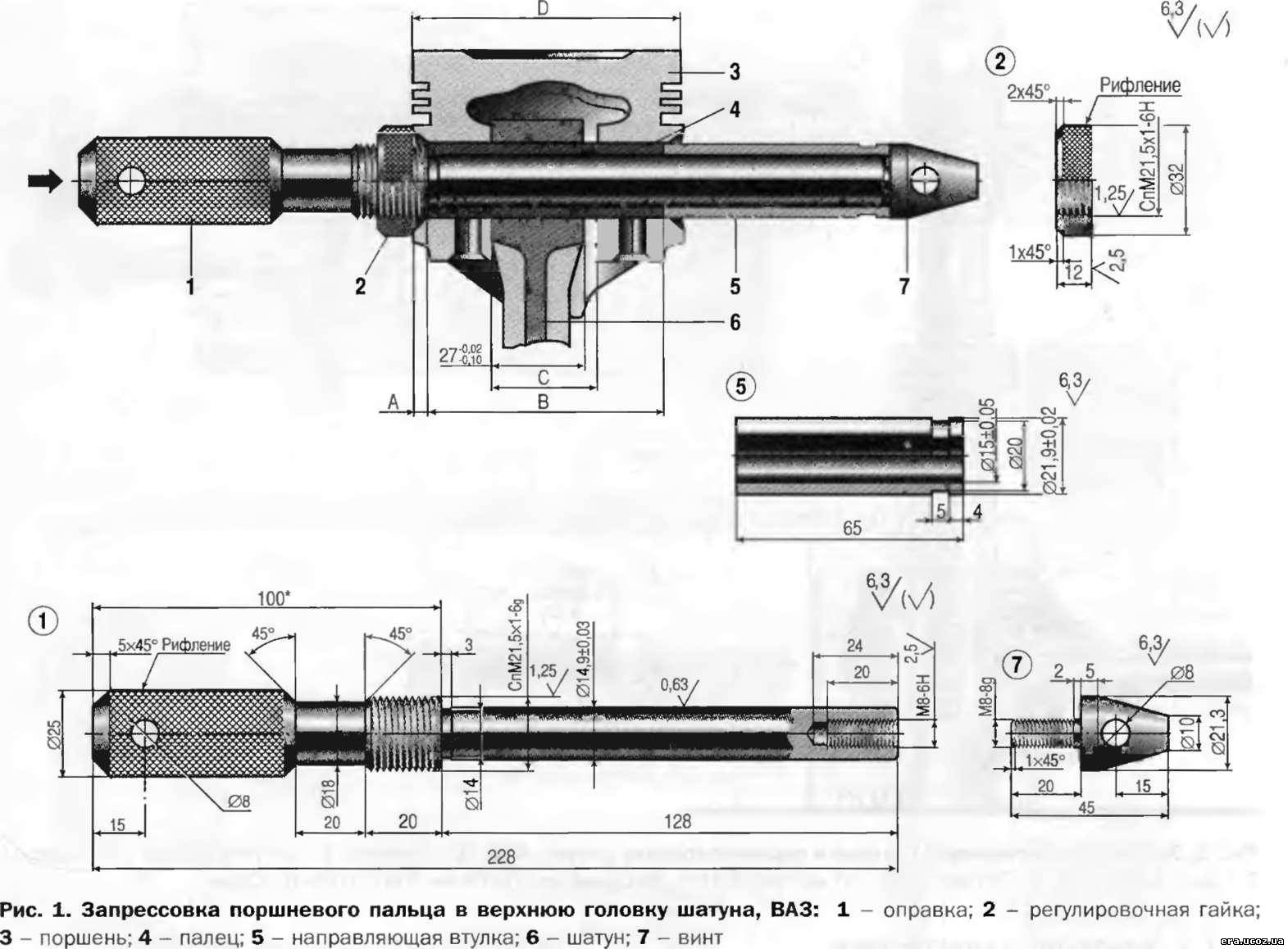
Для выхода из этого положения вместо двух приспособлений используется одно, но регулируемое (рис. 1). Регулируемый размер А* вычисляется по формуле А=0,5 (D-B-C+27) мм, где В - длина пальца; С - расстояние между внутренними торцевыми плоскостями бобышек поршня; D - диаметр цилиндра; 27 - ширина верхней головки шатуна (выдерживается точно). Пример расчета: D=79; В=67,3; С=31,2. А=0,5 (79-67,3-31,2+27) = 3,75 мм. Заметим, что у приспособления 02.7853.9500 этот размер равен 4,7+ 0 д мм. Напомним, что винт 7 (см. рис. 1) затягивается неплотно, чтобы не произошло заклинивания при удлинении пальца от контакта с нагретой головкой шатуна.
При запрессовке (установке) пальца поршень должен прижиматься к верхней головке шатуна, как показано на рис. 1. Операция должна проводиться очень быстро, так как быстро охлаждающийся шатун может «схватить» палец до полной его запрессовки, а в охлажденном шатуне положение пальца уже не изменить.
На практике довольно часто приходится сталкиваться со случаями, когда приспособления ВАЗ и
рассматриваемое регулируемое приспособление просто неприменимы. Дело в том, что у поршневых пальцев, поставляемых в запасные части, отверстие не предназначено для использования упомянутых приспособлений. Впечатление такое, что и сверление этих пальцев производится с двух сторон, при этом нет точного совпадения осей отверстий
 В результате, стержень оправки приспособления диаметром 14,9±0,03 мм или просто не вставить в
палец или, из-за очень плотной посадки, не извлечь из пальца при снятой направляющей втулке примерно в течение 30 мин. Попытки «подкорректировать» отверстие рассверливанием оканчивается неудачей. Палец цементирован и закален ТВЧ, при этом и поверхность отверстия оказывается повышенной твердости.
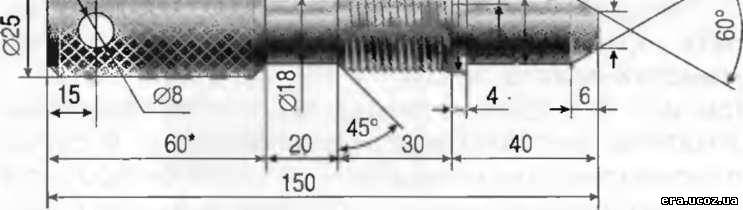
Для описанных случаев надо изготовить короткую оправку (рис. 2) с диаметром стержня 14,5 мм. (Кстати, встречаются пальцы, где невозможно вставить оправку и с диаметром стержня в
14 мм.) На оправке (см. рис. 2) палец не фиксируется.
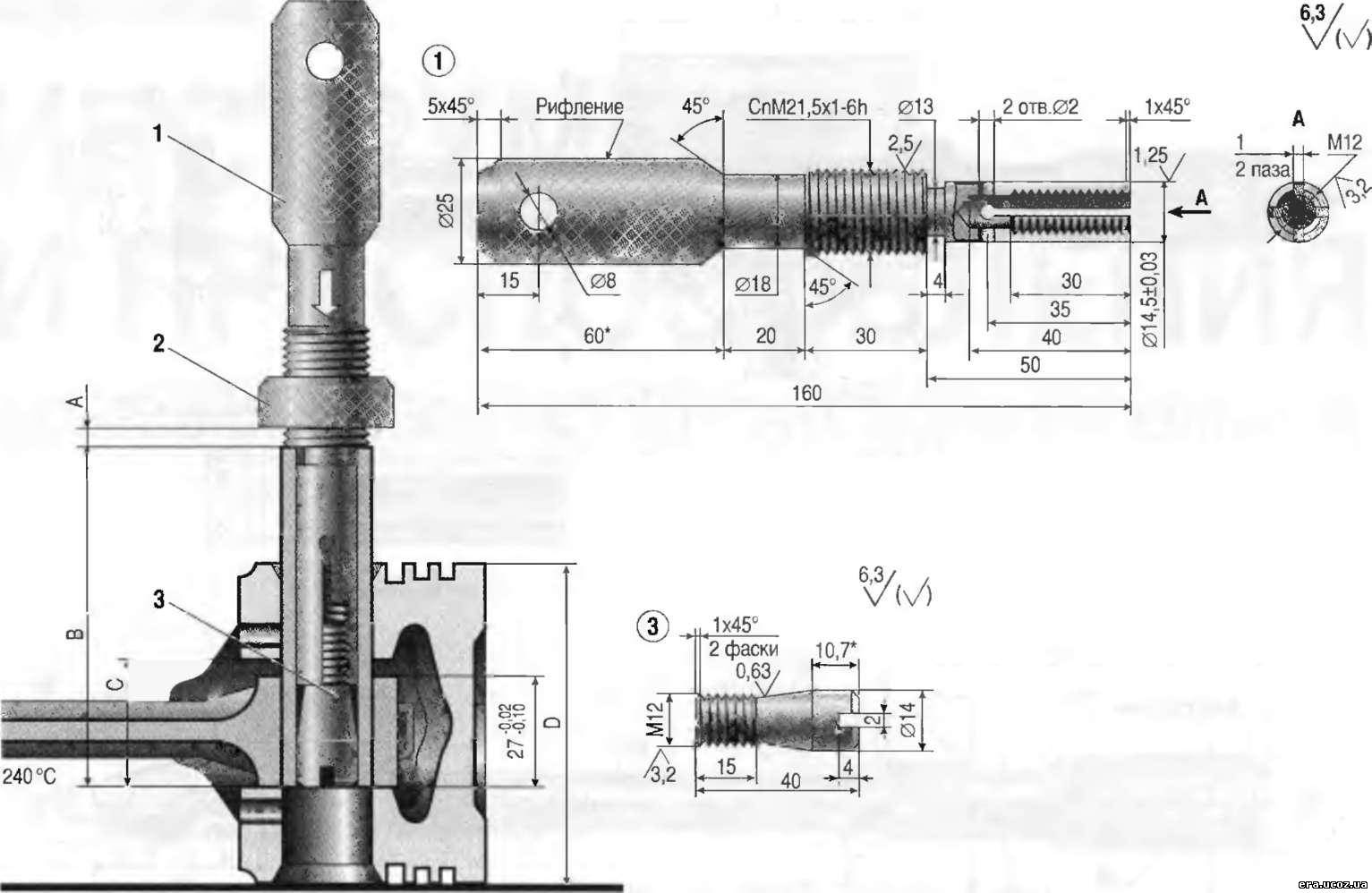
Другой вариант короткой оправки, но с фиксацией пальца показан на рис. 3. Технология запрессовки (установки) пальца короткими оправками. Поршень кладем на деревянную подкладку (см. рис. 3). Вставляем между бобышками поршня нагретую головку шатуна, придерживая его рукой в рукавице за нижнюю часть.
Другой рукой устанавливаем палец в отверстие бобышек поршня и в верхнюю головку шатуна
(усилие незначительное) так, чтобы палец выступал из поршня на 5...7 мм. Оправкой с отрегулированным размером А вставляем палец окончательно. Иногда приходится по оправке слегка постучать молотком. Если палец просто проваливается до деревянной подкладки, это в подавляющем большинстве случаев означает, что шатун непригоден для перепрессовки пальца.
Пригодность шатунов для перепрессовки проверяется при помощи приспособления, рассмотренного
ниже. Расчетный натяг в соединении палец — верхняя головка шатуна у «Жигулей» должен быть в
пределах 0,010...0,042 мм. Не следует забывать и о проверке соединения палец — бобышка поршня
(расчетный зазор 0.008...0,016 мм).
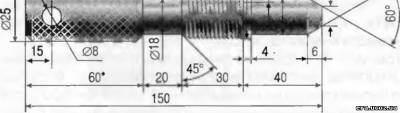  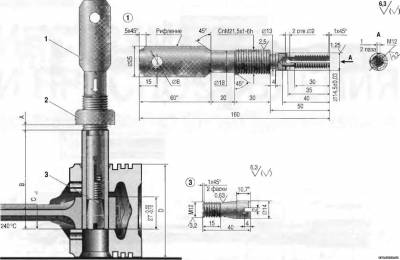 Рис. 3. Запрессовка поршневого пальца в верхнюю головку шатуна, ВАЗ: 1 - оправка; 2 - регулировочная гайка (рис. 1); 3 - винт; A=0,5(D-B-C+27) мм; при D=76 мм: А=0,5[103-(В+С)] мм: при D=79 мм: А=0,5[106-(В+С)] мм |