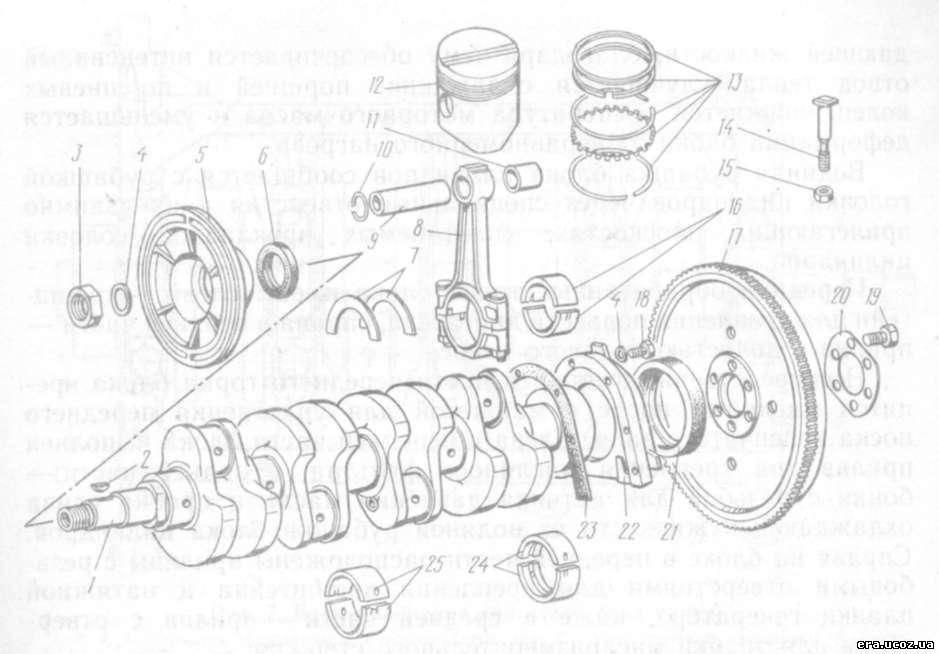
Кривошипно-шатунный механизм (рис. 5) состоит из блока цилиндров,
коленчатого вала, шатунов с поршнями, поршневыми пальцами и кольцами и
маховика. Все эти детали расположены в блоке цилиндров.
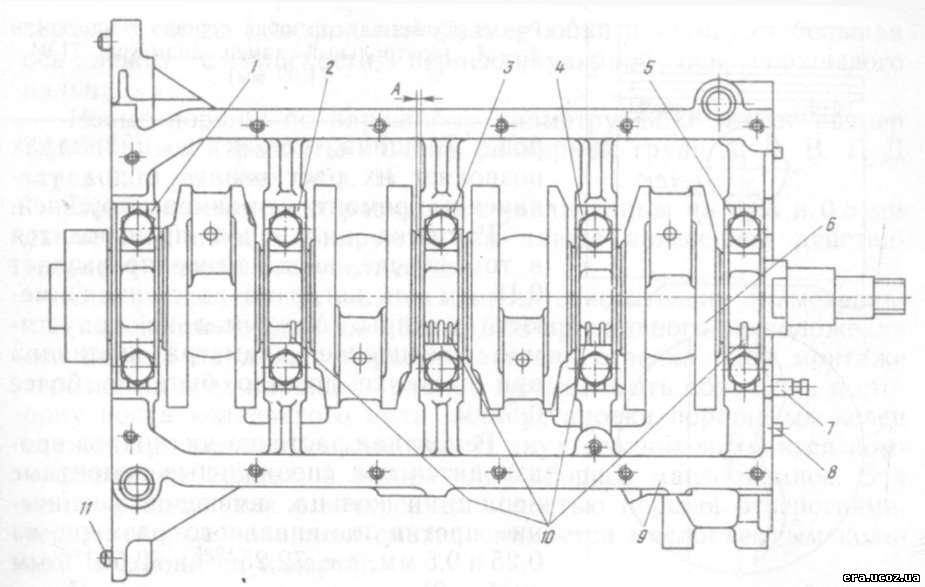
Блок цилиндров двигателя отлит из чугуна и составляет одно целое с
цилиндрами (рис. 6 ) . Высокая жесткость блока обеспечивается тем, что
плоскость разъема блока с масляным картером расположена ниже оси
коленчатого вала на 53 мм. Расстояния между осями первого — второго,
третьего — четвертого цилиндров
равны 81 мм, а между вторым и третьим — 86 мм, между ними по всей высоте цилиндров выполнены протоки для охлаж-
Рис. 6. Блок цилиндров двигателя:
1 — место .маркировки групп цилиндров; 2 — штуцер крепления масляного фильтра ; I— пояс максимального
износа цилиндра; II — пояс определения зазора между поршнем и цилиндром; III — пояс
минимального износа цилиндра; Si — ось коленчатого вала; 5г, S3, 54 — места замера цилиндра
нутромером для определения средней величины износа
дающей жидкости, благодаря чему обеспечивается интенсивный отвод тепла,
улучшается охлаждение поршней и поршневых колец, снижается температура
моторного масла и уменьшается деформация блока от неравномерного
нагрева.
Водяная рубашка блока цилиндров сообщается с рубашкой головки цилиндров
через специальные отверстия в их взаимно прилегающих плоскостях,
уплотняемых прокладкой головки
цилиндров.
Передний обработанный торец блока имеет: слева — кронштейн для
крепления подвески двигателя, справа в верхней части — прилив с
полостью водяного насоса.
Непосредственно в нижней части переднего торца блока крепится масляный
насос с манжетой для уплотнения переднего носка коленчатого вала. Слева
в передней части блока выполнен прилив для крепления масляного фильтра,
в задней части — бонки с резьбой для датчика давления масла и пробки
слива охлаждающей жидкости из водяной рубашки блока цилиндров.
Справа на блоке в передней части расположены приливы с резьбовыми
отверстиями для крепления кронштейна и натяжной планки генератора, ниже
в средней части — прилив с отверстием для трубки маслоизмерительного
стержня.
Задняя часть блока имеет кронштейны и отверстия для крепления картера
сцепления, который фиксируется относительно блока двумя установочными
втулками, входящими в крайние боковые отверстия, и крепится к нему
тремя болтами и одной шпилькой. Непосредственно к обработанному торцу
задней части
блока привернут держатель с манжетой, уплотняющей фланец коленчатого вала.
В нижней части блока цилиндров выполнено пять опор для вкладышей
коренных подшипников коленчатого вала. Крышки коренных подшипников
обрабатывают окончательно под вкладыши совместно с блоком и поэтому они
невзаимозаменяемы.
Для обеспечения их правильного расположения при сборке необходимо
учесть, что на них нанесены метки (рис. 7) соответствующих опор. Каждая
крышка крепится двумя болтами с усилием затяжки 70...85 Н- м (7...8,5
кгс- м). В блоке и крышках коренных подшипников выполнены кольцевые
канавки для подвода
масла к коренным вкладышам. Счет опор подшипников и соответствующих им
крышек и номеров цилиндров ведется от переднего торца блока цилиндров.
По периметру нижней части блока идет обработанный фланец, к которому
болтами прикреплен литой масляный картер (поддон). Герметизация
внутренней полости блока в местах стыка передней и задней крышек и
масляного картера осуществляется прокладками. Новый блок цилиндров по
чертежу имеет диаметр
72,00+005 мм. В зависимости от фактического диаметра цилиндра,
полученного в процессе его доводки, для более точного обеспечения
оптимального зазора между цилиндрами и поршнями
Рис. 7. Блок цилиндров двигателя (вид снизу):
1, 2, 3, 4, 5 — крышки подшипников; 6 — к о л е н ч а т ы й вал; 7 —
упор пружины н а т я ж е н и я ; 8 — установочный штифт; 9—блок
цилиндров; 10—метки крышек подшипников; 11 — у с т а н о в о ч н а я
втулка
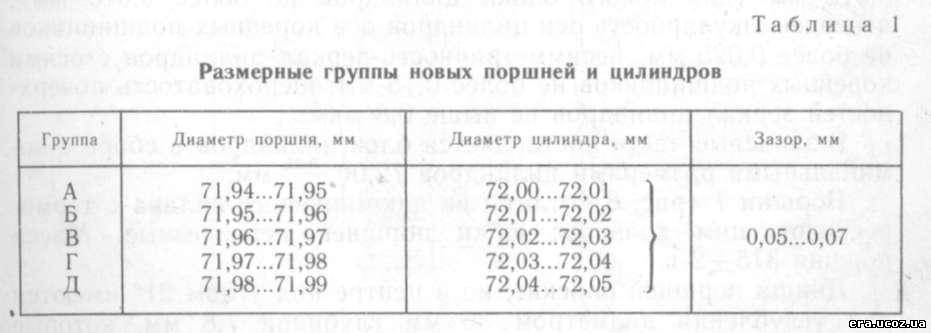
(0,05...0,07 мм) цилиндры по диаметру делятся на пять размерных групп А, Б, В, Г, Д через 0,01 мм.
При изготовлении нового двигателя поршни, нормального диаметра подбирают к соответствующим
цилиндрам по группам (табл. 1). Группы обозначены буквами в середине верхней части блока с левой стороны (см. рис. 6).
Т а б л и ц а 1
В процессе эксплуатации блок цилиндров требует периодической проверки
затяжки болтов и гаек, наблюдения за герметичностью в манжетных
уплотнениях коленчатого вала и соединениях, уплотняемых прокладками.
В блоке цилиндров для продления срока его службы предусмотрены ремонтные размеры за счет увеличения диаметра цилинд-
ров. Толщина стенок в цилиндрах позволяет их растачивать и под увеличенные ремонтные размеры поршней.
Расточка цилиндров производится в том случае, когда износ превышает
0,15 мм или когда на их стенках имеются задиры. Максимально допустимое
увеличение диаметра цилиндра при расточке должно быть не более 0,5 мм.
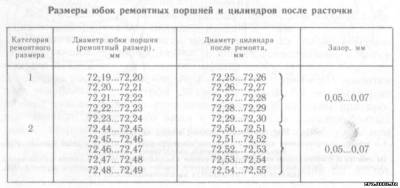
Ремонтная расточка цилиндров производится под специальные ремонтные
поршни и кольца, имеющие увеличение против номинального размера на 0,25
и 0,5 мм, т. е. 72,25+0,05 и 72,50+0,05 мм
(табл. 2). Поршни ремонтного увеличения изготавливаются с контрольным
размером юбки 72,25-0,01\0,06 и 72,50-0,01\0,06 мм на расстоянии 53 мм
от верхнего торца без разбивки на группы. Поэтому при ремонтной
расточке и хонинговании цилиндров необходимо подгонять размер диаметра
цилиндра по имеющемуся диаметру юбки поршня так, чтобы зазор между
юбкой поршня и цилиндром был 0,05...0,07 мм; поршни одного двигателя
должны быть одного ремонтного увеличения.
Обработка зеркал цилиндров после ремонта должна удовлетворять следующим
требованиям: нецилиндричность не более 0,015 мм (для нового блока
цилиндров не более 0,010 мм); неперпендикулярность оси цилиндров оси
коренных подшипников не более 0,025 мм; несимметричность зеркал
цилиндров с осями коренных подшипников не более 0,15 мм; шероховатость
поверхностей
зеркал цилиндров не выше 0,8 мкм.
В запасные части поставляется блок цилиндров в сборе с номинальными размерами цилиндров 72,00+005 мм.
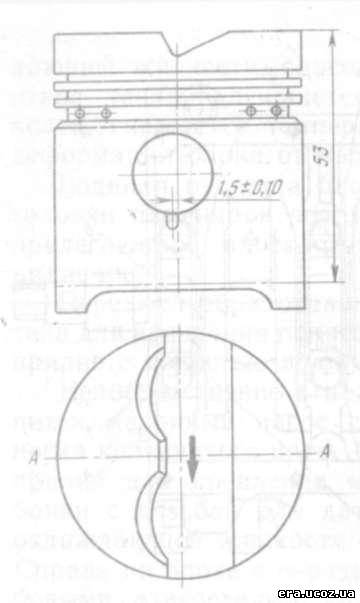
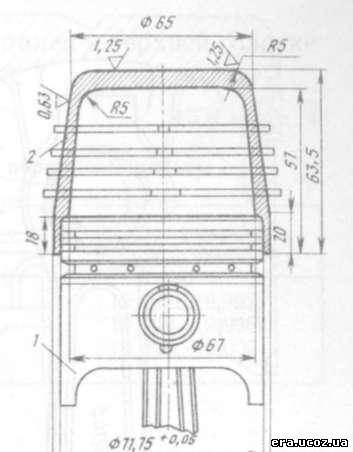
Поршни 1 (рис. 8) отлиты из алюминиевого сплава с терморегулирующим кольцом; юбки поршней неразрезные. Масса поршня 3 1 5 ± 2 г.
Днища поршней плоские, но в центре под углом 21° имеются два углубления
диаметром 36 мм глубиной 7,8 мм, которые служат для исключения упирания
поршней в клапаны при проворачивании коленчатого вала в случае, если
плоскозубчатый ремень привода распределительного вала не установлен или
при его проскальзывании или при обрыве.
Юбка поршня имеет бочкообразную эллипсную форму; большое основание
эллипса расположено на расстоянии 53 мм от верхнего торца (контрольный
размер юбки поршня), а большая ось лежит в плоскости, перпендикулярной
оси поршневого пальца.
Новые поршни по наружному диаметру юбки имеют размер 72,OO-0,01\-0,05
мм и разбиты на пять размерных групп А, Б, В, Г, Д через 0,01 мм (см.
табл. 1).
Поршни ремонтных размеров с увеличенным на 0,25 и 0,5 мм диаметром юбки
маркируются на днище нанесением действительного ремонтного увеличения.
Ось отверстия под палец смещена относительно диаметральной плоскости
поршня на 1,5 мм. Для правильного расположения оси пальца на днище
поршня нанесена стрелка. При монтаже стрелки на всех поршнях (рис. 9)
должны быть обращены в сторону
носка коленчатого вала. Для установки поршневых колец служат три
кольцевые канавки. В двух верхних находятся компрессионные кольца, а в
нижней — сборное маслосъемное. Эта канавка соединена с внутренней
полостью поршня отверстиями, через которые излишняя смазка снимается
маслосъемным кольцом
и отводится в картер.
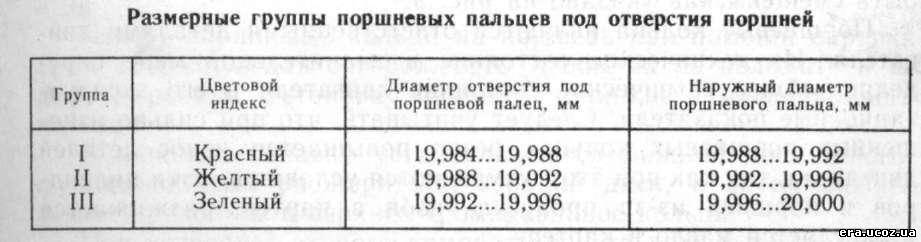
В зависимости от диаметра отверстия под поршневой палец поршни
сортируются на три группы через 0,004 мм (табл. 3) и маркируются
краской на бобышке (красной, желтой, зеленой).
В качестве запасных частей выпускаются поршни номинального и двух
ремонтных размеров. Поршни ремонтных размеров отличаются от номинальных
наружным диаметром, увеличенным
на 0,25 и 0,50 мм (см. табл. 2).
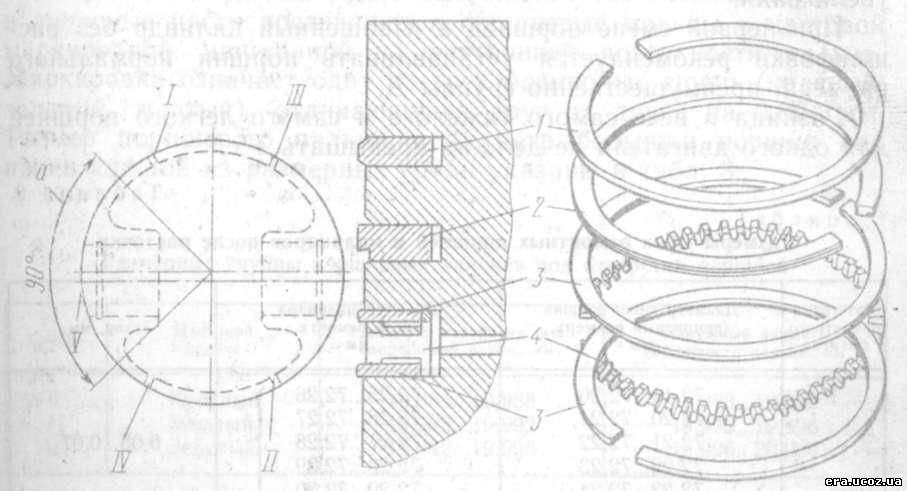
Рис. 9. Расположение колец на поршне:
1 — верхнее компрессионное кольцо: 2 — нижнее компрессионное кольцо; 3—диски маслосъемного
к о л ь ц а ; 4 — р а с ш и р и т е л ь м а с л о с ъ е м н о г о кольца.
На участке а с обеих сторон не д о л ж н о быть з а м к о в компрессионных колец и з а м к о в дисков масло-
съемных колец. Место р а с п о л о ж е н и я : /, / / — з а м к о в компрессионных колец; дисков верхнего (///),
н и ж н е г о IV) и р а с ш и р и т е л я м а с л о с ъ е м н о г о кольца (V)
Поршень подлежит замене в следующих случаях: изношена юбка по
контрольному размеру до диаметра 71,920 мм; увеличена высота канавок
под компрессионные кольца (для первого более 1,615 мм, второго более
2,075 мм); увеличен зазор между компрессионным кольцом и канавкой
поршня соответственно
более 0,15 мм и 0,13 мм; увеличен диаметр под поршневой палец более
20,005 мм; наличие таких дефектов как трещины, задиры, прогары и др.
Замерять диаметр юбки поршня рекомендуется по схеме, приведенной на
рис. 8. Для определения зазора между юбкой поршня и цилиндром
производится контрольный замер; в сечении А —А на расстоянии 53 мм от
верхнего торца он равен 71,94... 71,99 мм.
Внутренний диаметр бобышек поршня (под поршневой палец) замеряется
обычно в двух направлениях: по оси поршня и перпендикулярно оси; каждая
бобышка замеряется в двух поясах, расположенных на расстоянии 1/4 общей
рабочей длины от края бобышек. Высота кольцевых канавок под поршневые
кольца
замеряется в четырех точках, расположенных диаметрально перпендикулярно.
Для обеспечения требуемого зазора между нижней частью юбки поршня и
цилиндром (в пределах 0,05...0,07 мм) поршни номинального размера
сортируют на пять групп (см. табл. 1). Буквенное обозначение группы (А,
Б, В, Г, Д) наносят на наружной поверхности днища поршня. На поршнях
ремонтного размера на днище наносится действительный размер ремонтного
увеличения.
При первой смене поршней в изношенный цилиндр без расшлифовки
рекомендуется устанавливать поршни нормального размера, преимущественно
группы Д. Разница в весе самого тяжелого и самого легкого поршней
для одного двигателя не должна превышать 4 г.
Т а б л и ц а 2
Сборку поршня с шатуном выполнять в такой последовательности: вставить
стопорное кольцо пальца в одну из бобышек так, чтобы кольцо плотно село
в канавку поршня; нагреть поршень до температуры 50...70 °С, смазать
поршневой палец моторным маслом и сориентировать поршень с шатуном
(стрелка на днище поршня и выштампованный на стержне шатуна номер
должны быть направлены в одну сторону), вставить палец в отверстия
бобышек поршня и втулку верхней головки шатуна. В нагретый поршень
палец должен входить от нажатия руки; когда палец упрется в стопорное
кольцо, вставить второе кольцо; после остывания поршня палец должен
быть неподвижным в отверстиях бобышек поршня, но подвижным во втулке
шатуна;
установить поршневые кольца.
Поршневые пальцы стальные, плавающие, с наружным диаметром 20 мм,
длиной 61 мм и толщиной стенки 4 мм. От осевого перемещения палец
фиксируется пружинными стопорными кольцами. Пальцы изготовлены с
высокой точностью и рассортированы по наружному диаметру на три группы.
1 Наружная поверхность пальцев подвергается цементации и термической
обработке для достижения высокой поверхностной твердости.
Поршневые пальцы редко заменяются без замены поршней; в запасные части
поставляются поршневые пальцы с цветовой маркировкой, нанесенной на
внутренней поверхности пальца.
Маркировка означает одну из трех размерных групп (красный, зеленый, желтый), отличающихся друг от друга на 0,004 мм.
Размер поршневого пальца и диаметр бобышки поршня подпалец каждой из размерных групп указаны в табл. 3.
Т а б л и ц а 3
При сборке палец, поршень и шатун комплектуются из деталей только одной
размерной группы. Этим обеспечивается натягмежду пальцем и бобышкой
поршня 0,000...0,008 мм и зазор между пальцем и втулкой верхней головки
шатуна 0,002...0,010 мм (при температуре 20...25°С). Запрещается
устанавливать поршневой палец в новый поршень другой размерной группы,
так как это приводит к деформации поршня и к его задиру. Поршневой
палец на работающем поршне подбирается по данным замера бобышек с
обеспечением
натяга 0...0,008 мм. После подбора поршневого пальца по поршню его
проверяют по втулке верхней головки шатуна. Монтажный зазор
рекомендуется в пределах 0,002...0,010 мм для новых и не более 0,015 мм
для работавших деталей; предельно допустимый зазор 0,02 мм. Новый
поршневой палец подбирается по втулке
верхней головки нового шатуна также по цветной маркировке трех
размерных групп. На шатуне маркировка наносится краской у верхней
головки (табл. 4).
Сопряжение новых поршневых пальцев с втулками шатунов проверяется
проталкиванием тщательно протертого поршневого пальца в насухо
протертую втулку верхней головки шатуна с небольшим усилием. Ощутимого
люфта при этом не должно быть. Для достижения такого сопряжения
допускается устанавливать
детали смежных групп.
Поршневые кольца и их расположение показаны на рис. 9. На каждом
поршне установлено три кольца: два компрессионных, изготовленных из
специального чугуна (верхнее 1 хромированное со скругленными кромками,
нижнее 2 фосфатированное) и одно стальное маслосъемное, состоящее из
двух стальных
дисков 3, осевого и радиального (многофункционального) расширителя
4*.
На наружной цилиндрической поверхности второго компрессионного кольца
выполнена прямоугольная фаска. На поршень кольцо устанавливается фаской
вниз. Стальные диски маслосъемного кольца собирают масло, которое через
расширитель и канавки в поршне стекает в масляный картер. Монтажный
зазор в замке колец, сжатых в цилиндре, должен быть 0,21...0,55 мм для
компрессионных и 0,9... 1,5 мм для дисков маслосъемных колец. При
установке поршней в цилиндры замки колец должны быть смещены, как
указано на рис. 9.
Поршневые кольца являются ответственными деталями двигателя. Их
техническое состояние в значительной мере определяет общее техническое
состояние двигателя и его эксплуатационные показатели. Следует
учитывать, что при сильно изношенных поршневых кольцах резко повышается
износ деталей двигателя, так как при этом ухудшаются условия смазки
цилиндров и поршней из-за пропуска газов в картер, разжижается
и окисляется масло в картере.
* В зависимости от конструкции осевой и радиальный расширители
маслосъемного кольца могут быть раздельными. Маслосъемное кольцо может
также состоять из одного элемента с распорной пружиной (типа ВАЗ).
Установку поршневых колец на поршень (в зависимости от конструкции)
следует выполнять
согласно инструкции, прилагаемой к поршневым кольцам.
Рис. 10. Оправка для надевания на поршень поршневых колец:
1— поршень : 2 — оправка
Перед проверкой поршневые кольца тщательно очистить от нагара,
липких отложений и промыть. Основной является проверка теплового зазора
в замке поршневого кольца, вставленного в цилиндр. Для этого вставить
поршневое кольцо в цилиндр и протолкнуть его донышком поршня на глубину
10... 12 мм. Зазор в стыке работающего кольца не должен превышать 1,00
мм. Проверить также приработку поршневого кольца по цилиндру; при
наличии следов прорыва газов поршневое кольцо подлежит замене.
В запасные части поставляются поршневые кольца номинального и двух ремонтных размеров комплектами на один двигатель.
У колец ремонтных размеров по сравнению с номинальными наружный диаметр увеличен на 0,25 и 0,50 мм.
Кольца ремонтного размера устанавливаются только на ремонтные поршни и
при ремонте цилиндров на соответствующий размер. Перед установкой
очистить поршневые кольца от консервации и тщательно промыть, а затем
подобрать их для каждого цилиндра. После отбора комплектов по каждому
цилиндру проверить зазор в стыке поршневых колец.
При установке в новый цилиндр он должен быть 0,21...0,55 мм для
компрессионных и 0,9...1,5 мм для дисков маслосъемных колец — при
необходимости припилить. Зазор в стыке новых компрессионных поршневых
колец, устанавливаемых в работающие цилиндры, не должен превышать 0,71
мм.
Перед установкой поршневых колец на поршни проверить свободу
перемещения колец прокатыванием их в канавках поршня с тем, чтобы
убедиться в чистоте канавок, отсутствии забоин и др.
Надеть поршневые кольца на поршень при помощи оправки (рис. 10),
соблюдая осторожность, чтобы их не поломать и не деформировать.
Установку начинать с нижнего маслосъемного
кольца.
В нижнюю канавку устанавливаются нижний диск, многофункциональный
расширитель, верхний диск, а затем нижнее фосфатированное и верхнее
хромированное кольца.
При установке второго компрессионного кольца прямоугольная фаска,
выполненная на наружной поверхности, должна быть обращена вниз (см.
рис. 9). После установки смазать поршни и поршневые кольца моторным
маслом, проверить легкость перемещения колец в канавках поршня.
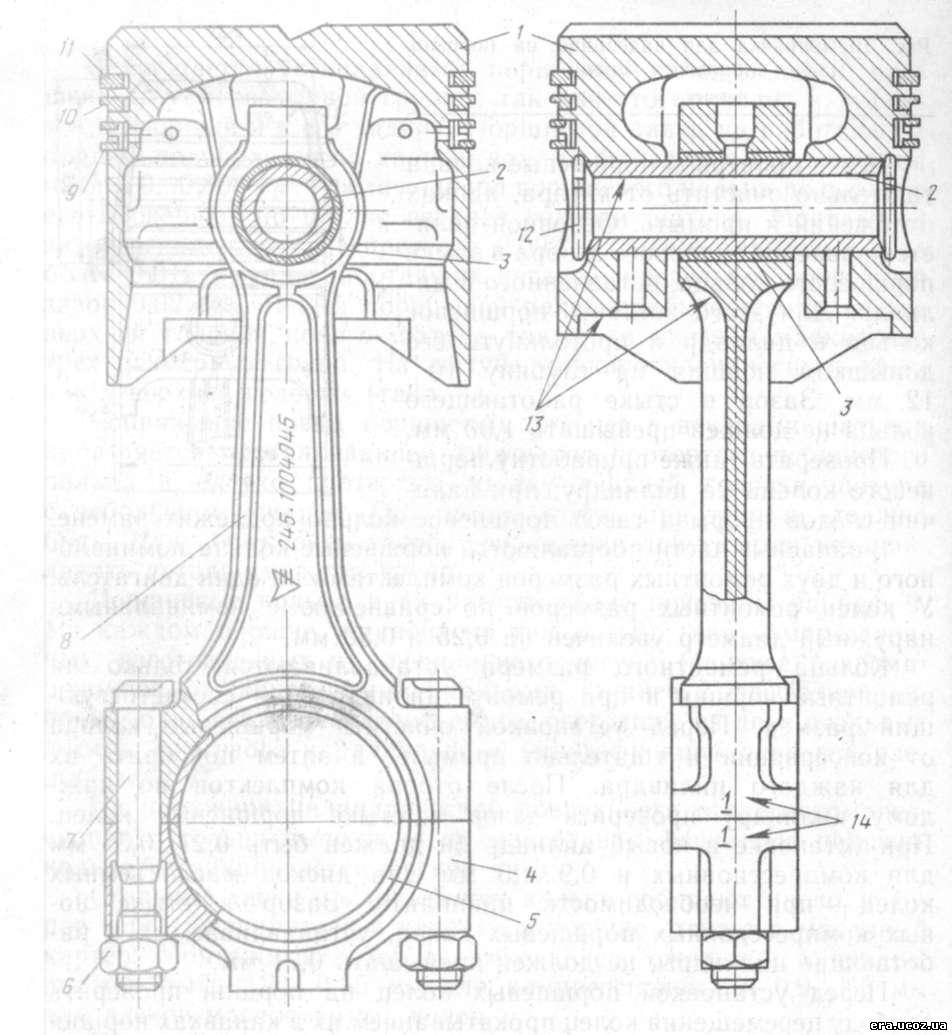
Рис. 11 . Шатун с поршнем в сборе:
1— поршень ; 2 —- поршневой палец; 3 — втулка шатуна; 4 — крышка шатуна; 5 — вкладыши ; 6 —
гайка ; 7 — болт; 8 — шатун; 9—маслосъемное кольцо в сборе; 10, 11— нижнее и верхнее компрессионные
кольца ; 12 — стопорное кольцо; 13 — места цветовой маркировки шатуна, бобышки поршня
и поршневогопальца ; 14 — клеймо номера цилиндра
>*
Расставить стыки колец, как показано на рис. 9. Шатун
двигателя (рис. 11) стальной, кованый, со стержнем двутаврового
сечения. В верхнюю головку шатуна запрессована бронзовая втулка 3, в
зависимости от внутреннего диаметра которой шатуны разбивают на три
группы через 0,004 мм (табл. 4 ) , у головки наносится цветовая
маркировка (красный, желтый,
Нижняя головка шатуна разъемная, ее крышка крепится двумя болтами с
резьбой М 9Х 1 и гайками. Гайки 6 шатунных болтов при сборке
затягиваются равномерно, при окончательной затяжке следует приложить
момент 50...56 Н- м (5,0...5,6 кгс• м).
Для обеспечения центрирования болты 7 имеют конический участок около
головки. Окончательная обработка отверстия в нижней головке шатуна под
вкладыши производится в собранном виде.
Поэтому перестановка крышек 4 с одного шатуна на другой недопустима.
Чтобы при сборке не перепутать крышки шатунов, на шатуне и
соответствующей ему крышке наносится номер цилиндра. При сборке цифры
на шатуне и крышке должны находиться с одной стороны. Шатуны в сборе с
крышками подгоняются по массе, которая составляет 5 4 0 ± 4 г. В нижней
головке шатуна устанавливаются взаимозаменяемые тонкостенные
сталеаЛюминиевые вкладыши 5, которые удерживаются от проворачивания
выступами, входящими в специальные пазы, имеющиеся в теле шатуна. Зазор
между шатунными шейками коленчатого вала и вкладышами шатуна
0,030...0,076 мм.
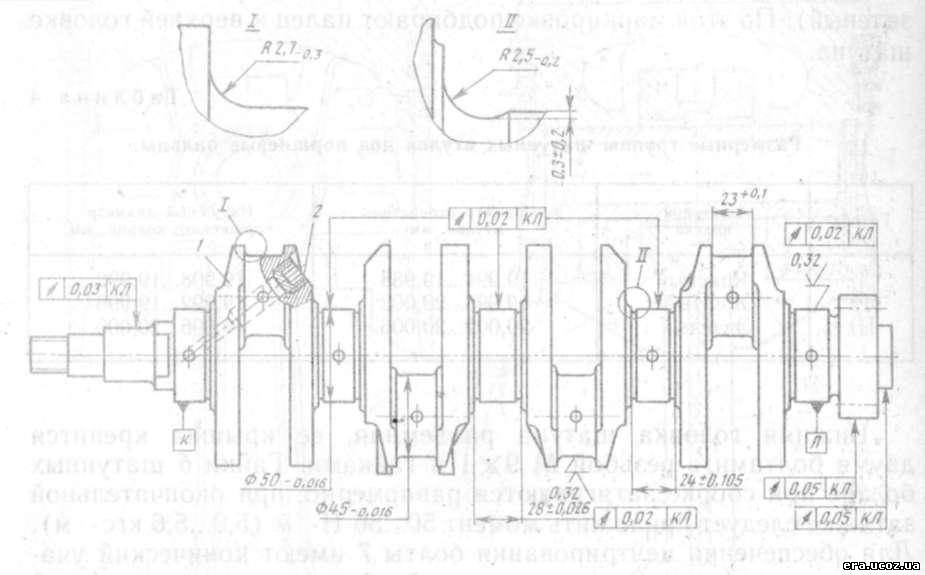
Коленчатый вал двигателя полноопорный (каждая шатунная шейка опирается
на две опоры, рис. 12), отлит из специального высокопрочного чугуна.
Номинальный диаметр коренных шеек вала 50 мм, а шатунных — 45 мм; для
повышения износостойкости рабочие поверхности коренных и шатунных шеек
закалены
токами высокой частоты на глубину 2...3 мм. Коленчатый вал динамически
отбалансирован, допустимый дисбаланс не превышает 15 г- см. В теле вала
просверлены масляные каналы, масло к шатунным
шейкам подается от 1, 2, 4 и 5-й коренных шеек. Технологические выходы сверлений заглушены завернутыми в них пробками.
Диаметральный зазор между коренными шейками вала и их вкладышами
0,040...0,089 мм, что обеспечивает циркуляцию масла и безударную работу
соединения без выдавливания слоя смазки.
Рис. 12. Коленчатый вал с основными размерами:
1— коленчатый вал; 2 — заглушка
Осевая фиксация коленчатого вала производится упорными шайбами
(полукольцами) 23, установленными в торцах гнезда подшипника 3-й
коренной шейки в блоке. Осевой зазор в этом соединении 0,054...0,306 мм.
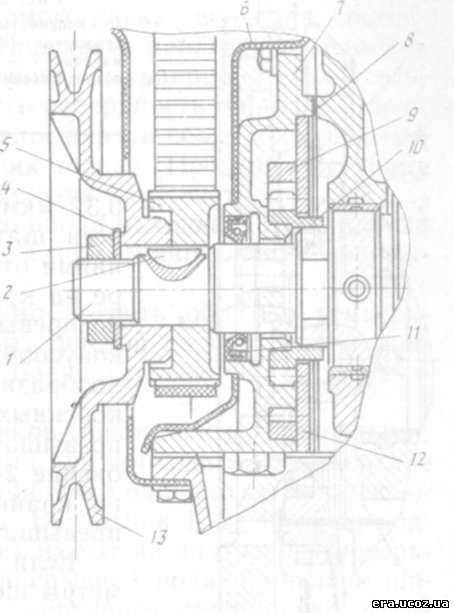
На переднем носке коленчатого вала (рис. 13) находится ведущий шкив 5
привода газораспределения и шкив 13 ременной передачи на генератор. Оба
они устанавливаются на сегментной шпонке и затягиваются гайкой 3 на
торце вала моментом 100... 125 Н- м (10...12 кгс- м). Шкив снабжен
меткой для установки
зажигания и регулировки клапанных зазоров. Носок коленчатого вала
уплотнен манжетой 11, которая запрессована в корпусе масляного насоса 7.
Задний фланец коленчатого вала уплотнен манжетой 2, установленной в
держатель (рис. 14) манжеты. На заднем торце коленчатого вала к фланцу
болтами закреплен маховик. На снятом с двигателя коленчатом валу
проверяют осмотром состояние коренных и шатунных шеек на отсутствие
грубых рисок, натиров, следов прихвата или повышенного износа, а также
состояние резьбы на фланце для болтов крепления
маховика (не должна быть деформирована); проверяют отсутствие трещин на
фланце коленчатого вала, у резьбовых отверстий и сохранность резьбы под
гайку крепления шкива генератора.
При нормальном состоянии коленчатого вала по результатам осмотра его
годность к дальнейшей эксплуатации определяется после замера коренных и
шатунных шеек. Шейки коленчатого вала замеряют в двух взаимо
перпендикулярных плоскостях по двум поясам на расстоянии 1/4 общей
длины шеек. Полученные размеры сопоставляют с размерами коренных и
шатунных подшипников. Если зазоры в коренных и шатунных подшипниках не
более 0,12 мм, а овальность и конусность шеек не превышает 0,015 мм
(овальность и конусность шеек нового коленчатого вала не более 0,01
мм), коленчатый вал может быть оставлен для дальнейшей эксплуатации со
старыми подшипниками. О критериях замены вкладышей шатунных подшипников
сказано ниже.
Если зазоры в коренных и шатунных подшипниках близки к предельно
допустимым, но размеры коренных шеек не менее 49,969 мм, а шатунных не
менее 44,964 мм, коленчатый вал может быть оставлен для дальнейшей
эксплуатации с новыми коренными и шатунными подшипниками. При первой
смене коренных
и шатунных подшипников обычно устанавливают подшипники номинального
размера. При износе коренных шеек коленчатого вала до размера менее
49,969 мм, а шатунных менее 44,964 мм или при существенных
дефектах по визуальному осмотру коленчатый вал подлежит замене или
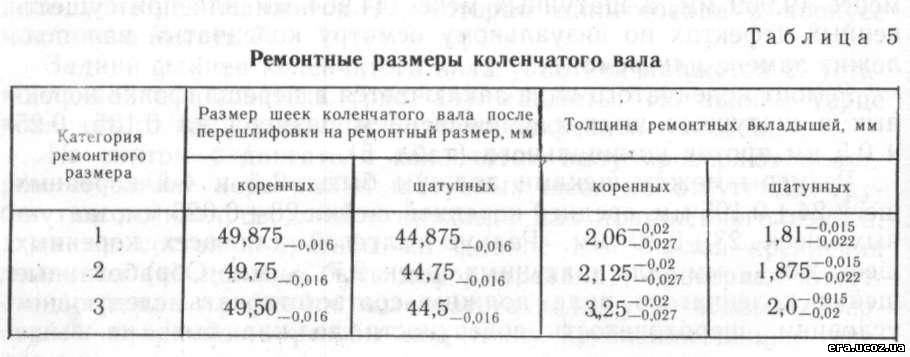
ремонту. Ремонт коленчатого вала заключается в перешлифовке коренных и
шатунных шеек с уменьшением размера на 0,125, 0,25
и 0,5 мм против номинального (табл. 5).
Размеры между щеками должны
быть: 2-й и 4-й коренных шеек 24±0,105 мм, средней коренной шейки
28±0,026 мм, шатунных шеек 23+0,10 мм. Радиус галтелей для всех
коренных шеек 2,5_о,2 мм, для шатунных шеек 2,7_0,з мм. Обработанные
шейки коленчатого вала должны соответствовать следующим условиям:
шероховатость поверхности должна быть не выше
0,32 мкм; отклонение от параллельности осей шатунных шеек вместе с
отклонениями от геометрической формы при опоре на крайние коренные
шейки не должно превышать 0,04 мм на длине 100 мм; конусообразность,
бочкообразность, сед- лообразность, овальность поверхностей коренных и
шатунных шеек не должна превышать 0,01 мм и огранка — 0,005 мм; биение
2-й, 3-й и 4-й шеек при установке
на крайние коренные шейки не должно превышать 0,02 мм. Если в результате перешлифовки диаметры
шеек коленчатого вала уменьшены и вкладыши ремонтного размера окажутся
непригодными, то при очередном ремонте необходимо собрать двигатель с
новым валом. Для такого случая в запасные
части поставляется коленчатый вал без маховика, отбалансированный динамически (допустимый
дисбаланс не более 15 г- см).
Маховик отлит из чугуна, на коленчатом валу установлен на фланце и
крепится через шайбу шестью болтами, один из которых смещен. Болты,
крепящие маховик, затягивают моментом 70...90 Н- м (7,0...9,0 кгс- м).
На маховике установлен штифт подачи импульса на диагностический датчик
ВМТ и напрессован стальной зубчатый обод. Маховик динамически
балансируется, допустимый дисбаланс должен быть не более 10 г- см. При
ремонте шатунно-поршневой группы на маховике проверяют плоскости
прилегания ведомого диска сцепления, состояние ступицы и зубчатого
обода. Плоскость прилегания ведомого диска должна быть гладкой, без
рисок и задиров. Незначительные риски шлифуют, шероховатость
поверхности не должна быть
выше 2,5 мкм. Биение указанной плоскости в сборе с коленчатым валом не
более 0,10 мм на крайних точках. Проверяют ступицу маховика, при
наличии трещин маховик заменяют. Проверяют состояние зубчатого обода
маховика. При наличии забоин на зубьях их зачищают, а при значительных
повреждениях заменяют обод маховика.
Перед напрессовкой необходимо нагреть обод до температуры 200...230°С,
затем установить фаской на внутреннем диаметре и напрессовать до упора.
Биение зубьев обода допускается не более 0,7 мм.
Вкладыши коренных подшипников тонкостенные, сталеалюминиевые, с
радиальными отверстиями для прохода масла. Верхние и нижние вкладыши
каждого подшипника одинаковы, для исключения
проворачивания имеют усы. Вкладыши 1, 2, 4 и 5-го подшипников (ширина
17,76... 18,0 мм) имеют на внутренней поверхности кольцевые канавки для
непрерывной подачи масла к шатунным шейкам. Вкладыши 3-го коренного
подшипника такой канавки не имеют и отличаются большей шириной
(21,76... 22,0 мм).
Вкладыши шатунных подшипников тонкостенные, сталеалюминиевые. Верхние и
нижние вкладыши взаимозаменяемы, для исключения проворачивания имеют
усы.
При замене вкладышей подшипников следует иметь в виду, что
диаметральный износ вкладышей и шеек коленчатого вала не всегда служит
определяющим критерием. В процессе работы двигателя в антифрикционный
слой вкладышей вкрапливается значительное количество твердых частиц
(продуктов износа деталей, абразивных частиц, засасываемых в цилиндры
двигателя с воздухом и т. п.). Поэтому такие вкладыши при
незначительном диаметральном износе способны вызвать в дальнейшем
ускоренный и усиленный износ шеек коленчатого вала. Следует также
учитывать, что шатунные подшипники работают в более тяжелых условиях,
чем коренные. Интенсивность их износа несколько превышает интенсивность
износа коренных подшипников.
Поэтому при решении вопроса о замене вкладышей коренных и шатунных подшипников необходим дифференцированный подход.
При удовлетворительном состоянии поверхности вкладышей коренных
подшипников критерием необходимости их замены служит диаметральный
зазор в подшипнике.
При оценке состояния вкладышей осмотром следует иметь в виду, что
поверхность антифрикционного слоя считается удовлетворительной, если на
ней нет задиров, выкрашиваний антифрикционного сплава и вдавленных в
сплав инородных материалов.
Для замены изношенных или поврежденных вкладышей в запасные части
поставляются вкладыши коренных и шатунных подшипников номинального и
трех ремонтных размеров (см. табл. 5) комплектно (в количестве,
необходимом на один двигатель). Ремонтные размеры внутреннего диаметра
уменьшены соответственно на 0,125, 0,25 и 0,5 мм. Наружный диаметр всех
вкладышей одинаков. Коренные подшипники и вкладыши
шатунов ремонтных размеров устанавливаются только после перешлифовки
шеек коленчатого вала. Коренные подшипники рекомендуется менять все
одновременно, чтобы избежать повышенного прогиба коленчатого вала. При
замене коренных подшипников необходимо проследить за правильной
установкой вкладышей, совпадением отверстий для подвода смазки.
После вкладышей как с одновременной перешлифовкой шеек коленчатого
вала, так и без нее следует обязательно проверить диаметральный зазор в
каждом подшипнике. Это позволяет проверить правильность выбора
вкладышей и подшипников. Для этого можно измерить шейки коленчатого
вала.
Диаметр коренных подшипников и подшипников нижней головки шатуна
измеряют при вложенных вкладышах и затянутых с необходимым усилием
болтах.
Диаметральные зазоры между шейками коленчатого вала и подшипниками
0,040...0,089 мм для коренных, подшипников и 0,030...0,076 мм для
шатунных.
Тонкостенные сменные вкладыши коренных и шатунных подшипников коленчатого вала изготовлены с высокой точностью.
Требуемая величина диаметрального зазора в подшипнике обеспечивается
только надлежащими диаметрами шеек коленчатого вала. Поэтому вкладыши
при ремонте двигателя меняют без каких-либо подгоночных операций и
только попарно. Замена одного вкладыша из пары не допускается. Из
сказанного также
следует, что для получения требуемого диаметрального зазора в
подшипнике запрещается спиливать или пришабривать стыки вкладышей или
крышек подшипников, а также устанавливать прокладки между вкладышем и
его посадочным местом. Невыполнение этих указаний приводит к нарушению
геометрической
формы подшипников, ухудшению теплоотвода от них и ускоренному отказу вкладышей в работе.
Проверка состояния манжет коленчатого вала. Манжеты коленчатого вала
резиновые, самоподвижные, установлены на коленчатом валу: спереди на
носке со стороны шкива и сзади
со стороны маховика.
П р и м е ч а н и е . Для замера внутреннего диаметра нижней головки
шатуна с вкладышами его необходимо собрать на оправке диаметром
45-0,02\-0,04 м м - После длительной эксплуатации двигателя манжеты, как
правило, требуют замены. При разборке двигателя с малым пробегом,
требующей снятия коленчатого вала, манжеты тщательно осмотреть. При
наличии на рабочей кромке даже незначительных трещин или надрывов,
следов отслоения от арматуры, затвердевания материала или деформации —
манжеты заменить.
Перед запрессовкой манжет в корпус масляного насоса и держатель
наружную поверхность манжет смазать моторным маслом. Запрессовать
манжеты при помощи оправок, при этом обратить внимание на то, чтобы с
манжет не соскочили пружины. После запрессовки манжет в держатель и
корпус масляного
насоса рабочие кромки смазать смазкой Литол-24.