РЕМОНТ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ
В
домашних условиях ремонт головки цилиндров обычно сводится к замене
вышедших из строя деталей и притирке клапанов к седлам. Температура
выпускного клапана в карбюраторных двигателях достигает 800-850°С, при
этом сама тарелка клапана и часть стержня омываются газами со средней
температурой 1100—1200°С. Продлить срок службы выпускных клапанов
можно
их своевременной притиркой. Однако начало потери их герметичности
заметить практически невозможно. Здесь выход один - заняться притиркой
заблаговременно, после пробега 100-150 тыс. км. Разборка двигателя для
притирки клапанов — дело довольно трудоемкое, поэтому, как правило,
этим заранее не занимаются, а приурочивают к замене поршневых колец (п.
2.6). Да и угадать момент подгорания не так-то просто — клапан может
«сгореть» и при 100, и при 200 тыс. км пробега. Важно уловить первые
признаки «подгорания» и, хотя клапан уже, как правило, «не спасти», все
же стоимость ремонта будет минимальна.
Какие же это признаки ?
Обычно их три: свечи в цилиндре постоянно «зарастают» нагаром,
неравномерность работы двигателя, затруднен запуск двигателя.
Для устранения неполадок снимите с автомобиля и двигателя детали и
узлы, затрудняющие или препятствующие доступ к головке блока цилиндров
в последовательности, указанной в пп. 2.1, 2.2, 2.3 (http://era.ucoz.ua/publ/3-1-0-29; http://era.ucoz.ua/publ/3-1-0-28; http://era.ucoz.ua/publ/3-1-0-30)(сливание
охлаждающей жидкости из системы охлаждения двигателя обязательно, а
«рассухаривание» и снятие деталей клапанного механизма проведите на
верстаке при снятой с двигателя головке блока цилиндров). Кроме того,
отсоедините провода от свечей зажигания, датчика указателя температуры
охлаждающей жидкости, а потом выверните из головки блока цилиндров эти
детали.
Не забудьте совместить «верхние» и «нижние» метки на
шкивах и звездочке валов (см. рис. 2.2. и 2.З.)! Потом отсоедините
шланги от головки цилиндров, защитный щиток стартера и приемную трубу
глушителя от выпускного коллектора. Теперь отверните болты крепления
головки блока цилиндров к блоку цилиндров, снимите головку и прокладку,
находящуюся под ней (по необходимости). Далее установите головку блока
цилиндров на верстак, с помощью приспособления (см. рис. 2.8.) или
другим
способом «рассухарьте» клапаны (не потеряйте сухари!),
снимите (предварительно пометив, что, откуда снято) детали с верхней
части головки, переверните головку обратной стороной и снимите клапаны
(не забудьте пометить!). Осмотрите каждый клапан,
предварительно
очистив их от нагара железной щеткой. Проверьте, не деформирован ли
стержень клапана (непрямопинейность не более 0,015 мм) и отсутствие
трещин на головке клапана. Проверьте состояние рабочей фаски тарелки
клапана. При
мелких дефектах ее можно прошлифовать с углом фаски
45°25' - 45°35', следя за тем, чтобы толщина цилиндрической части
тарелки клапана не была меньше 0,5 мм, а у выпускного клапана — не
оказался бы снятым слой твердого сплава, наплавленный
на фаску. При наличии неисправимых дефектов замените клапан.
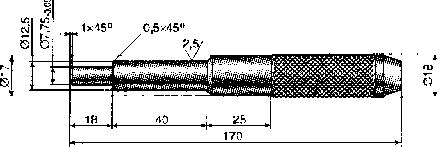
Как отличить «жигулевские» клапаны от других, выпускные — от впускных при их покупке? Можно обратиться к рис. 2.23.
Впускные
клапаны имеют тарелки большего диаметра (37 мм, у выпускных — диаметр
31,5 мм). Отличается форма стержня и ширина фасок. Запомнить эти
отличия просто, поняв для чего они нужны. У выпускных клапанов
стремятся уменьшить
площадь поверхности, омываемую отработавшими
газами (меньше диаметр тарелки), увеличивают площадь отвода тепла
(больше ширина фаски). Так как выпускной клапан сильнее покрывается
нагаром, то для того, чтобы избежать заедания стержня
клапана в направляющей втулке, уменьшают диаметр стержня у головки клапана (примерно до 7,5 мм).
Перед установкой клапанов (новых или прежних) в головку блока цилиндров притрите их к седлам. Для этого наденьте на
стержень
притираемого клапана легкую отжимную пружинку подходящих размеров и
нанесите на его фаску тонкий слой притирочной пасты (продается в
магазинах «Автозапчасти, иногда — в магазинах «Хозяйственные товары»).
Пасту можно приготовить самим, смешав 15 г микропорошка белого
электрокорунда М20 или М12, 15 г карбида бора М40 с маслом для
двигателя.
В качестве притирочной пасты можно применить пасту ГОИ (см. п. 3.4).
Рис. 2.24. Держатель клапана для притирки рабочеи фаски; 1 — прижимной винт; 2 — вороток; 3 — стержень клапана.
Рис. 2.25. Обработка седел клапанов зенкером
Можно использовать подходящего размера резиновую трубку, чтобы она
плотно надевалась одним концом на стержень клапана, а другим - на жало
отвертки для винтов с крестообразным шлицем или на круглый напильник с
ручкой. Затем вращайте клапан с помощью выбранного вами приспособления
в обе стороны, периодически слегка прижимая его к седлу. Ведите
притирку аккуратно, старайтесь не снимать много металла, чтобы оставить
возможность для последующих ремонтов тарелки и седла клапана указанным
способом. К концу притирки (появление явного притертого пояска на
деталях) уменьшите содержание наждачного порошка в пасте, а когда
притираемые поверхности станут совершенно гладкими и приобретут ровный
сероватый цвет, притирку ведите только на одном масле.
Внешним
признаком удовлетворительной притирки является матово-серый цвет (без
черных пятен) рабочих поверхностей тарелки клапана (фаски) и его седла.
Проверьте герметичность клапанов по разрывам слоя краски, нанеся ее на
седла и фаску
тарелки клапана, или залейте керосин в камеру сгорания
при свободно вставленных в свои седла обоих притертых клапанах
(впускном и выпускном). Если керосин в течение 10 секунд не убывает
(нет просачивания), значит качество притирки
клапанов
удовлетворительное. После этого приступайте к притирке остальных пар
клапанов. По окончании притирки и проверки на герметичность тщательно
промойте обработанные детали и полости камеры сгорания от следов
притирочной пасты.
Втулки клапанов (см. рис. 2.23) обычно при первом
ремонте не заменяют (по крайней мере до 300 тыс. км пробега). При
замене втулок необходимо иметь в виду, что обработка отверстий втулок
производится разверткой после их запрессовки.
В свою очередь,
обработка седел клапанов (удаление нагара, наклепа) производится
зенкерами (рис. 2.25), которые центрируются направляющими стержнями,
вставленными во втулки клапанов. При такой обработке обеспечивается
точность
расположения отверстия во втулке и рабочих фасок седел и клапанов.
Втулки впускных и выпускных клапанов различны. Внешние признаки
различий: втулка выпускного клапана длиннее (для охлаждения),
спиральная канавка для смазки нарезана на всю длину; втулка впускного
клапана короче, и канавка в
ее отверстии нарезана до половины длины
отверстия (только вверху для уменьшения количества масла, попадающего
во впускной коллектор). Втулки клапанов изготовлены из чугуна.
Изготовление их из бронзы обеспечивает более интенсивный отвод тепла от
стержня клапана и улучшает работу пары трения в условиях недостаточной
смазки.
Направляющие втулки замените, если зазор в соединении со стержнем
клапана бопее 0,15 мм (определяется замерами и сравнивается с данными,
приведенными на рис. 2.23) и он не устраняется установкой нового
клапана. Выпрессовку направляющей втулки проведите с использованием
оправки (рис. 2.26.).
Рис. 2.26. Оправка для замены направляющих втулок клапанов
Новую направляющую втулку 10 (см. рис. 2.7.) с надетым на нее
стопорным кольцом 9 запрессуйте указанной оправкой до упора этого
кольца в плоскость головки цилиндра 11. У рычагов 5 (см. рис. 2.1.)
клапанов проверьте состояние рабочих поверхностей, соприкасающихся с
поверхностью (торцом) стержня клапана и со сферическим концом
регулировочного
болта 8. Если на них имеются задиры и риски,
замените рычаг. Если замечены дефекты на втулке регулировочного болта
или на самом болте, то их тоже замените. Проверьте состояние и
упругость пружин. Наличие трещин на пружинах не допускается — такие
пружины надо заменить. Если длина наружной пружины 1 (см. рис. 2.7.) в
свободном состоянии меньше 50 мм, при нагрузке
27,4-30,4 кгс меньше
33,7 мм, при нагрузке 43,7-48,3 кгс меньше 24 мм, то замените ее годной
(новой, испытав ее по тем же параметрам). Если длина внутренней пружины
2 в свободном состоянии меньше 39,2 мм, при нагрузке 13,2-14,6 кгс
меньше 29,7 мм, при нагрузке 26,7-29,5 кгс меньше 20 мм, то эту пружину
тоже замените годной.
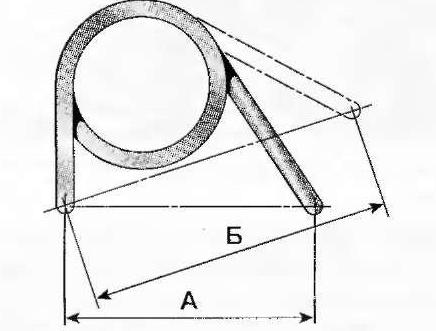
Пружину 10 (см. рис. 2.1.) рычага клапана замените годной, еспи в
свободном состоянии размер А (рис. 2.27) больше 35 мм, а под нагрузкой
5-6,2 кгс больше 43 мм.
Поверхности прокладки головки блока
цилиндров должны быть ровными, без вмятин, трещин, вздутий и изломов.
Отслоение обкладочного материала от арматуры не допускается. На
окантовке отверстий не должно быть трещин, прогаров и отслоений. При
обнаружении дефекта замените прокладку.
Головку блока цилиндров проверяют на отсутствие трещин особенно, если в
процессе эксплуатации наблюдались случаи попадания охлаждающей жидкости
в масло. Если визуально обнаружить дефектные места не удается,
постарайтесь
найти возможность проверить головку на герметичность
водой (опрессовка) под давлением 5 кгс/см2 ( в течение 2 минут течь
головки не должна наблюдаться) или воздухом под давлением 1,5-2 кгс/см2
в ванне с водой ( в течение 1-1,5 мин пузырьков
воздуха, выходящих
из головки, не должно наблюдаться). Если вы обнаружили в головке, что
сорвана резьба под свечу зажигания, то восстановите ее, изготовив
футорку из бронзы или стали с наружной резьбой М18><1 (не более)
и внутренней М14х1,25. Потом нагрейте головку, наверните футорку на
свечу зажигания и, предварительно обезжирив наружную резьбу футорки,
заверните ее вместе со свечой в поврежденное отверстие в головке
цилиндров.
Рис. 2.27. Схема проверки пружины рычага клапана: А — размер в свободном состоянии; Б — размер год нагрузкой 5-6,2 кгс
Рис. 2.28. Порядок затягивания болтов креппения головки блока цилиндров: а — на двигателях 2101,2102,2103;6 — на двигателе
2105
При этом образуется натяг 0,03-0,04 мм на диаметр, что обеспечит хороший теплоотвод от свечи при работе двигателя.
Трещины, пробоины, коррозию по контуру отверстий рубашки охлаждения
головки цилиндров заделайте эпоксидными композициями, состав которых
приведен в табл.5 (см. Приложение), составы № 11,12,13,14,17. Порядок
работ изложен в п. 3.4. Скомплектуйте годные детали, соберите головку
цилиндров, руководствуясь рис. 2.1 . и 2.7.
Установка головки в сборе с коллекторами, карбюратором обычно не представляет особого труда. Однако есть
смысл обратить внимание на следующее. Если болты не наживляются — значит головка либо «не села» на установочные
втулки, либо уперлась в приемную трубу глушителя или что-то другое. Нет смысла стучать по головкам болтов.
Лучше
до установки головки проверьте, как болты проходят через прокладку, как
они ввертываются в блок. Устраните обнаруженные дефекты заранее.
Прокладку натрите с двух сторон графитовым порошком (мягким карандашом).
Приведите
двигатель в рабочее состояние согласно ранее изложенному порядку работ
(см. пп 2.1-2.4). Затягивание болтов головки блока цилиндров проведите
согласно рис. 2.28 в два приема: сначала затяните все болты с моментом
3,4-4,2
кгс-м, а затем подтяните их с моментом 9,8-12,1 кгс-м.
Причем на двигателях 2101, 2103, 2106 болт 11 (см. рис. 2.28,а) сначала
затяните с моментом 1,5 кгс-м, а потом подтяните с моментом 3,2-4,0
кгс-м.
Шпильки выпускного коллектора не относятся к числу "силовых", тем не
менее от них требуется достаточная прочность и надежность. Нарушение
герметичности стыка выпускной трубы и коллектора сопровождается не
только нежелательными
"акустическими эффектами", но может обернуться
и другими неприятными последствиями, вплоть до пожара под капотом.
Между тем шпильки работают в нелегких условиях - при температуре узла
до 400°С, способствующей быстрой коррозии
материала шпилек и гаек
(особенно если последние тоже из стали). Продукты окисления, имеющие
больший объем по сравнению с прореагировавшим металлом, создают в
резьбовых соединениях натяг в сочетании с эффектом "склеивания" -
поэтому главное испытание для шпилек не сама их работа, а процесс
отворачивания "закисших" гаек.
Опытный автомобилист старается облегчить этот процесс. Например,
применяя гайки из патуни, притом высокие, закрывающие всю резьбу на
шпильке. Кое- кто делает гайки глухими, в виде колпачков. Кроме того,
резьбу смазывают графитсодержащей смазкой, уменьшающей риск пригорания
(можно просто натереть
резьбу мягким простым карандашом).
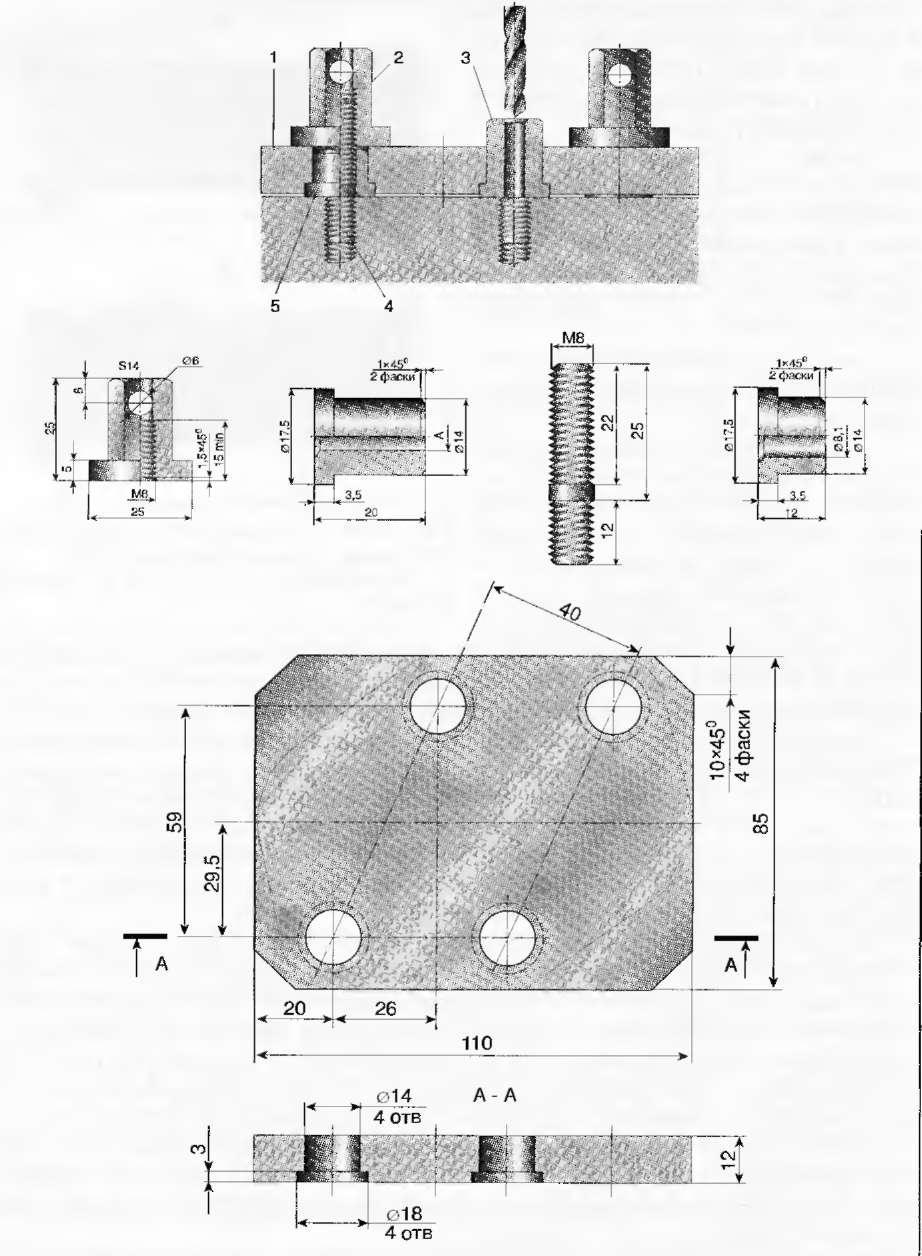
Рис. 2.29. Приспособление (кондуктор) для
высверливания оборванных шпилек из выпускного коллектора: 1 —
основание; 2 — гайка; 3 — сменная втулка сверла; 4 — шпилька; 5 —
сменная втулка шпильки
Тем не менее отворачивать гайки, особенно если вы делаете это
после длительной работы двигателя, нужно очень осторожно.
Предварительно резьбовое соединение рекомендуется смочить проникающими
жидкостями типа WD-40. На худой конец - такими "народными средствами",
как керосин, солярка... Если у вас имеется небольшая горелка, которой
можно орудовать под капотом, гайки перед отворачиванием можно
основательно (градусов до 500-600) прогреть, что уменьшит их "натяг" по
резьбе. Может помочь и "тепловой пистолет" (промышленный фен) - он
лучше тем, что снижает риск пожара.
И тем не менее случается, что при попытке отвернуть гайку вы все-таки
срежете шпильку. Почему? Не забудьте, что материал шпильки при
длительной работе в условиях высокой температуры в сочетании с
вибрациями претерпевает изменения,
о которых можно лишь сказать, что
свойства шпильки они не улучшают. В "теле" шпильки появляются
микротрещины, перерастающие в "просто" трещины - и тут уж дни ее
сочтены. Нажав на ключ, вы гайку не отвернете... а срежете шпильку.
Итак,
допустим, что одна из четырех шпилек оборвана. Если после этого стык
коллектора и выпускной трубы сохраняет относительную герметичность,
какое-то время можно эксплуатировать автомобиль и при трех шпильках. Но
если ЧП произошло в ходе разборки двигателя для ремонта или, не дай
Бог, вы оборвали шпильку, подрядившись обслужить чужой автомобиль,
серьезной работы не избежать! Остаток шпильки нужно высверлить и,
"освежив" резьбу, завернуть новую. Как лучше высверливать? (Подробности
того, как для этого снимают выпускной коллектор, если двигатель
находится на автомобиле, мы сейчас опустим - это описано в руководствах
по ремонту.)
Важно, чтобы сверло при этой работе не ушло в сторону и после
засверловки резьба в отверстии не оказалась наполовину уничтожена.
Между тем шпилька стальная, а коллектор чугунный, более мягкий, так что
сверло легко смещается в более мягкий металл. Есть люди с хорошим
глазомером, делающие эту работу без каких-либо специальных
приспособлений. Для этого сначала определяют "на глаз" центр резьбового
отверстия: если остаток шпильки выступает над фланцем коллектора, ее
аккуратно
спиливают напильником и теперь уже, имея дело с плоским
торцем, можно достаточно точно засверлить его центр. Сначала -
небольшим сверлом, например, диаметром 4 мм. Затем рассверливают
отверстие сверлом 5 мм, а заканчивают сверлом 6,5 мм. Этого достаточно,
чтобы остатки шпильки удалить из резьбового отверстия (например,
инструментом наподобие шила).
Так как вышеописанная работа ближе к искусству, чем к обычной
слесарной, и не всем удается, то для этой цепи лучше использовать
приспособление типа кондуктора, описываемое ниже. Оно показано на
рис.2.29. В основание 1 снизу вставляются
направляющие втулки. При
этом там, где шпильки не оборваны, используем короткие втулки 5 с
внутренним диаметром 8,1 мм, а там, где требуется высверлить шпильку, -
длинную втулку 3 (если остаток шпильки выступает, его, повторяем, нужно
сначала спилить). Эту втулку можно изготовить с отверстием диаметром
6,5 мм - и тогда шпилька высверливается за один проход. Но можно
подготовить и втулки для предварительной засверловки - с отверстиями
диаметром, например, 4 и 5 мм. В этом случае вы потратите больше
времени, но работу выполните аккуратнее.
Основание прижимается к
фланцу коллектора гайками 2. Как показала наша практика, такой
кондуктор эффективен даже в том случае, когда оборваны три шпильки из
четырех, особенно если хотя бы у одной остаток выступает из отверстия
(тогда проще правильно установить кондуктор). На деле такое случается
Редко. Чаще всего бывает оборвана одна шпилька, иногда две.
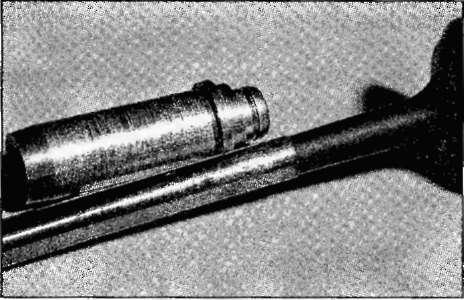
Рис. 2.30. Латунная втулка и клапан со следами наволакивания латуни
В заключение - несколько слов о применяемых материалах. Основание,
гайки и втулки шпилек 5 можно изготовить из любой доступной стали.
Втулку сверла 3 желательно закалить, так как в противном случае она
будет довольно быстро изнашиваться.
Материал шпильки 4 должен иметь
предел прочности на разрыв 50-80 кгс/мм2 . Для этих целей подходят
стали марок 35, 40, 45, 50, 55, 60 или же Ст. 5. Наиболее
распространенная у нас сталь Ст. 3 имеет предел прочности на разрыв
39-49 кгс/мм2 и для изготовления шпилек коллектора не подходит.
Направляющие втулки обеспечивают нормальную работу клапанов, от
состояния пары "клапан-втулка" во многом зависит расход масла. Кроме
того, втулка — это основной путь отвода тепла от стержня клапана. От
тарелки клапана, пока он закрыт, тепло отводится и через седло.
Наличие седел и втулок клапанов стало вроде бы само собой разумеющимся,
между тем появление этих деталей связано, главным образом, с внедрением
алюминиевых головок цилиндров. Не так-то уж и давно на двигателе
"Опель-Рекорд Е", например, где головка блока цилиндров была чугунная,
втулки и седла клапанов составляли с ней одно
целое.
Каждое конструктивное решение объясняется своим рядом причин. Так,
процессы отвода тепла непосредственно в монолит металла и через
"посредников" (запрессованные втулки, седла) существенно различаются.
Если втулка запрессована, средняя температура выпускного клапана многих
карбюраторных двигателей близка к 390°С, максимальная же достигает
почти 850°, тогда как при монолитной конструкции (втулки отлиты вместе
с головкой) соответствующие показатели падают до 316° и 720°. Из какого
материала делали и делают втулки? Раньше большей частью — из чугуна,
применяли и металлокерамику, смесь в определенной пропорции порошков
железа, меди и графита, подвергнутую прессованию, спеканию и пропитке
маслом (ГАЗ-66,
АЗЛК-21412).
Втулки для форсированных двигателей с наддувом изготавливали из
алюминиевой бронзы, которая обеспечивала более интенсивный отвод тепла
от стержня клапана и лучше работала в условиях недостаточной смазки. В
форсированных двигателях с наддувом условия смазки стержней выпускных
клапанов весьма неблагоприятны из-за их высокой температуры, а стержней
впускных - по причине выдувания масла воздухом, находящимся во впускном
трубопроводе под избыточным давлением.
В настоящее время для втулок,
кроме чугуна, применяют и латунь. Но, как показала практика, это не
столь простое дело. У латуни и бронзы коэффициент теплопроводности
примерно в два раза больше, чем у чугуна - преимущество серьезное! Но у
этой
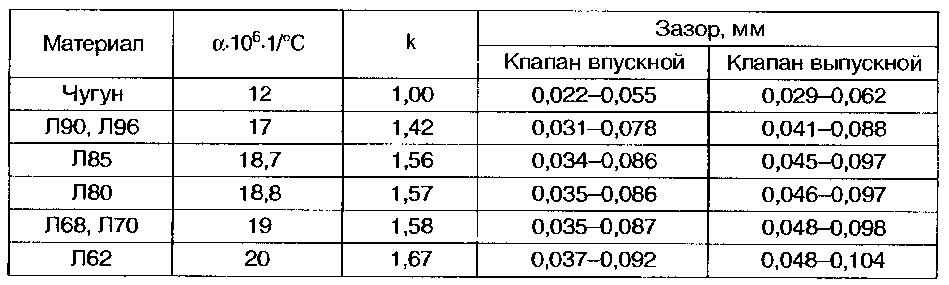
"медали" есть и оборотная сторона: у латуней (см. табл. 2.1) и
бронз существенно больше коэффициент линейного расширения (а). Так, у
бронз в интервале температур 0- 200°С среднее значение a = 19-10-6 1/°С.
Большой зазор в сопряжении "втулка — стержень клапана" не только
увеличивает расход масла. Если привод клапана осуществляется через
коромысло или рычаг, возникает хоть и небольшое по величине, но боковое
усилие, приложенное к
стержню и создающее помеху правильной посадке
клапана в седло. При малых же зазорах ухудшаются условия смазки.
Наконец, совсем плохо, если клапан во втулке заклинивается. Зазор между
стержнем клапана и втулкой зависит от температурных условий работы
клапана, его конструкции и материала втулки.
При использовании
латунной втулки зазор между ней и стержнем клапана при нормальной
температуре всегда должен быть несколько больше в сравнении с чугунной
втулкой.
В табл. 2.1 приведены значения увеличенных зазоров — пропорционально
увеличению коэффициента линейного расширения. Заметим попутно, что для
чугунных втулок ранее рекомендовались такие зазоры: для впускных
клапанов (0,005-0,010)d , для выпускных — (0,0080-0,0125)d, где d —
диаметр стержня клапана.
Что будет, если зазоры при латунных втулках
выполнены недопустимо малыми? В практике бывали случаи "схватывания"
клапанов втулками из латуни марки Л62 на "Жигулях" и ВАЗ-2108.
"Схватывался" один из выпускных клапанов.
На "Жигупях" это произошло на второй день езды по городу, на ВАЗ-2108 —
буквально через несколько километров. "Схватыванию" способствует
недостаточная твердость материала стержня клапана. Известно, что во
фрикционной паре "сталь-бронза (патунь)" твердость стальной поверхности
должна быть порядка HRC50-60. Сам процесс "схватывания", происходит
так. При исчезновении из-за нагрева зазора в нижней части втулки латунь
начинает "наволакиваться", "намазываться"
на стержень клапана,
разогреваясь еще сильнее. В результате происходит спайка патуни со
сталью и клапан впоследствии (после остывания) приходится выбивать.
Т а б л и ц а 2 . 1 . Зазоры в с о п р я ж е н и и "втулка — клапан" (втулки ч у г у н н ы е и латунные — Л) Материал а.106-1/оС к
Примечание.
a - коэффициент линейного расширения, для чугуна а= 0,000012 1/°С.
к - коэффициент увеличения зазора
Более склонны к "размазыванию" латуни с меньшим содержанием меди - Л62, Л68, Л70 (цифра означает примерное содержание меди в процентах, остальное - цинк). В "схватывании" втулок частично "виноват" и клапан. Рабочая температура конца стержня клапана ниже температуры у шейки (на участке перехода в тарелку). Так, при разности температур шейки и верхнего конца клапана t=200°C диаметр бопее нагретого участка стержня клапана увеличится на 0,03 мм. Возможно, для нормальной работы втулок в описанных случаях и не хватило этих трех сотых миллиметра! Теперь поговорим об одном интересном способе увеличения срока службы клапанов.
Снимите клапанную крышку с любого двигателя семейства ВАЗ-2101, прослужившего больше 30 тыс. км: хотя бы на одном (как правило — на нескольких) клапанах вы обязательно увидите на торце лунку неправильной формы, которую выбил рычаг привода клапана ("рокер"). Лунка мешает кпапану вращаться — пятка рычага упирается в ее "ребро" — поэтому износ торца быстро прогрессирует. Кстати, о вращении клапанов — оно делает возможным равномерный износ рабочей кромки клапана и седла и обеспечивается свойствами клапанных пружин. Вращение начинается примерно с 4000 м и н - 1 коленчатого вала, а до этого клапан не вращается, что и служит причиной появления лунки. Ведь режим высоких оборотов многие водители используют
редко.
Вернемся к лунке на торце клапана. Она не дает правильно отрегулировать тепловые зазоры и способствует неравномерному износу рабочей кромки клапана (ведь он не вращается). По ее вине клапан перекашивается в направляющей втулке, разбивая и ее, и маслосъемный колпачок. Перечисленного достаточно, чтобы понять — с ненормальной выработкой нужно бороться!
И боролись... В автомагазинах одно время даже предлагали приспособления для обработки торцов клапанов без разборки двигателя. Правда, большим спросом при ремонте пользуются все же комплекты новых клапанов. Но чтобы победить такой износ, надо определить, почему клапан не вращается.
Что в наибольшей мере влияет на работу пары рычаг-торец клапана? Положение точки опоры рычага. И условие
оптимальной работы клапана очевидно - перпендикуляр из центра качания рычага на ось клапана должен делить отрезок, в пределах которого перемещается торец клапана, примерно пополам.
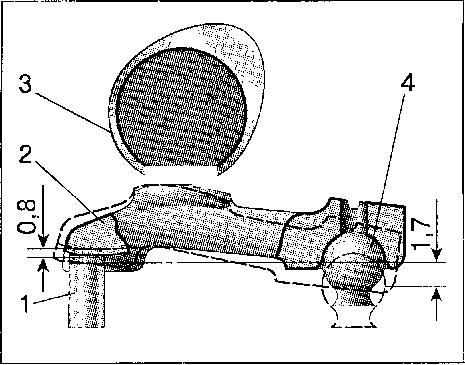
Такое расположение рычага (рис.2.31.) обеспечивает наименьшее смещение точки контакта и, соответственно, удельное скольжение, которое
Рис. 2.31. "Жигулевский" механизм привода клапана,
показано предлагаемое изменение геометрии: 1 — стержень клапана; 2 —
рычаг привода; 3 — распредвал; 4 — регулировочный болт
снижается по сравнению с прежним в три раза! Упрощая, можно сказать — теперь рычаг в большей степени обкатывается по торцу клапана, а не скользит по нему. И что особенно важно, клапан начинает вращаться при всего лишь 3000 м и н - 1 коленчатого вала, то есть много раньше, а значит — снижена возможность преждевременного износа торца клапана.
Как на практике изменить положение центра качания рычага? Очевидные решения — уменьшить высоту корпуса распределительного вала или увеличить базовый диаметр кулачков. Предложен иной, наиболее безболезненный (в массовом
производстве, для которого все и делалось) вариант - увеличить длину клапана на 0,8 мм. И все! Ненормальный, образующий лунку, износ торца клапана исчезает.
Испытания подтвердили расчеты. Более того, Управление испытаний и доводки автомобилей (УИДА) ВАЗа дало положительное заключение о проведении соответствующих испытаний на двигателе пробегом 130 тыс. км. Если вы думаете, что за этим что-либо последовало, то ошибаетесь. Это только издали ВАЗ кажется единым, слаженно работающим организмом. На деле это десятки отдельных производств со своими начальниками и интересами, как правило не совпадающими с интересами автовладельцев. В результате воз и ныне там и кроме кучи официальных отписок нет ничего. Так что усовершенствовать свои автомобили как и прежде придется нам с вами. Тем более что в данном случае депо довольно простое и не требует изготовления дополнительных
деталей.
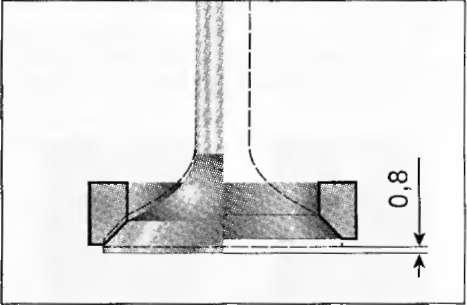
Эту операцию лучше делать, имея специальный инструмент и оснастку. Удлинять стержни клапанов не придется — того же эффекта достигнем, опустив клапана в седлах на 0,8 мм (рис. 2.32.). Седла надо раззенковать (лучше стандартным комплектом зенкеров с углами при вершине 90 и 60°), оставив припуск на притирку клапанов около 0,05 мм. Рекомендуемая ширина рабочих ленточек (полосок) после притирки на фасках выпускных клапанов — 2,5, впускных — 2 мм. Регулировочный болт при установке тепловых зазоров ввернется чуть глубже (на 1,7 мм), но, поскольку ему ничто не помешает, вы этого, возможно, и не
заметите.
И, наконец, раз мы говорим о ремонте головки блока цилиндров, нельзя не вспомнить о различных прокладках, у этого узла они особенно ответственные. Заодно стоит рассказать и про другие прокладки, тем более если их придется изготовит самому.
Так вы навсегда избавитесь от нежелательных лунок на торцах клапанов. При ремонте, обслуживании двигателя или какого-то другого агрегата пришла в негодность та или иная прокладка. Купить новую? Бывает, негде. Одна из самых важных прокладок в
автомобиле, без которой вы буквально с места не двинетесь, находится между блоком цилиндров и г о л о в к о й .
Рис 2.32 Доработка клапанного механизма контуром показано новое положение клапана (после раззенковки седла)
Какие бы то ни были протечки, прогары, свищи здесь совершенно недопустимы — эта прокладка работает в очень тяжелых условиях. Она непременно должна быть фирменной, заводского происхождения, как бы дорого ни стоила, — экономия здесь неуместна! У прокладки этой сложная конструкция, воспроизвести которую в домашних, а тем более полевых условиях невозможно. Ее кромки, омываемые раскаленными газами в камере сгорания, обязательно должны быть окантованы металлом.
Когда делались попытки заменить заводскую прокладку самодельной, без окантовки отверстий, результат, как правило, оказывался плачевным - неизбежная "бахрома" на кромках, быстро нагревшись до тысячи градусов, превращалась в устройство
для калильного зажигания.
Назначение окантовки — отводить тепло к массиву металла головки и блока (рис. 2.33.). Другая ее функция — упрочнение кромок, дабы исключить чисто механическое их повреждение при хранении, монтаже, а также при работе двигателя. В некоторых случаях даже фирменная прокладка может подвести. Во-первых, если у нее собственные дефекты, это прежде всего, повреждения уже упомянутой окантовки. Поэтому, покупая прокладку, обратите внимание на то, чтобы окантовка была ровной, без забоев, трещин, разрывов. Каждый такой дефект может стать впоследствии причиной местного перегрева, прогара прокладки, калильного зажигания и т.д.
Во-вторых, когда при сборке двигателя допускают серьезные ошибки. Например, болты, соединяющие между собой головку и блок, затягивают недостаточно или неравномерно. Иногда при эксплуатации двигателя с перегревом коробится головка блока. Так или иначе, если в каком-либо месте прокладки возможен прорыв раскаленных газов, дни (или часы) ее сочтены — прогар неминуем. Вот почему на двигателе, прошедшем после сборки 2 - 3 тысячи километров (и особенно на новом!), положено проверять затяжку болтов и, при необходимости, восстанавливать ее до требуемой величины — на первых тысячах километров
пробега прокладка и резьбовые соединения могут ощутимо осаживаться.
Вопрос о прокладках закономерно возникает у каждого, кто собирается с их помощью дефорсировать двигатель. Способ, даже при всех его недостатках, у нас очень популярный. Но так ли уж необходим здесь "бутерброд" из нескольких прокладок?
Оказывается, нет. Допустим, из расчета вы определили необходимую величину подъема головки 1,5 мм. Соответствующую "прокладку" можно изготовить из металла (например, алюминия). Главное требование — равная толщина ее по всей площади и чистая поверхность.
Теперь остается уплотнить соединение прокладки с головкой блока — и дело сделано. Здесь, кстати, вполне пригоден
известный клей БФ-2. Собрав мотор, дают клею предварительно подсохнуть а затем пускают двигатель и прогревают до обычной температуры чтобы произошла окончательная его полимеризация.
В конечном счете, это примерно то же, что "нарастить к стыковочной плоскости головки требуемый слой металла. С какими еще прокладками нам случается иметь депо? Довольно часто с теми, что находятся в крышке газораспределительного механизма. Простую плоскую прокладку (например, двигателя ВАЗ-2101) несложно воспроизвести, если у вас есть руки, острый нож и подходящий лист маслостойкой резины. Дополнительное требование к ней — способность нормально работать при температуре до
90-100°С. Владельцу ВАЗ-2105 или ВАЗ-2108 трудней. Прокладка крышки здесь сложной пространственной формы, на кухне ее не сделать. Если нет возможности купить новую, улучшить работу старой можно, промазав паз для нее подходящим герметиком (например, "Гермесилом"). Прокладка поддона двигателя плоская, простая, ее несложно вырезать — был бы материал.
А из-за чего вообще приходится менять эти прокладки? Довольно часто их повреждает сам владелец. Например, старательно затягивая гайки крышки, добивается того, что она продавливает, "прокусывает" прокладку. Часто рвут прокладку поддона, когда после нескольких лет эксплуатации по какой-то причине приходится снимать ее. Бывает, она так прочно склеивается с уплотняемыми деталями, что оторвать без повреждений не удается. Кстати, чтобы в дальнейшем этого избежать, при сборке полезно смазать стыкуемые поверхности графитной смазкой.
По мере эксплуатации двигателя от контакта с горячими деталями, маслом, агрессивными газами прокладка утрачивает былую эластичность, а став жестче, уже не обеспечивает уплотнения. Прокладки между головкой блока и коллекторами (особенно выпускным), работающие в тяжелых температурных условиях, заменить самодельными весьма сложно. Некоторые пробуют вырезать их из паронита, но все же это — временная мера. Здесь лучше подойдут мягкий алюминий, отожженные медь или латунь.
Большинство других прокладок работают в более щадящих условиях при температурах ниже 100°С — как правило, любую из них можно изготовить из подходящего картона. Какого именно? Сразу скажем, нежелателен рыхлый, податливый, сильно обжимающийся картон (например, от коробок из-под обуви). Если изготовленная из него прокладка установлена между какими-то очень жесткими деталями, еще полбеды, лишь бы при сборке не появилось перекоса. Гораздо хуже, если она стоит между менее
жесткими деталями, например, в карб ораторе между крышкой и корпусом. Поэтому прокладку лучше сделать из плотного картона (типа "прессшпан"). Как правило, если ее толщина специально не оговорена (тут требуется внимание!), достаточно 0,3-0,5 мм.
Прокладки
в карбюраторе требуют особенного внимания. Если вы решили изготовить их
самостоятельно, важно помнить об условиях, в которых прокладка
работает. Карбюратор очень чувствителен к засорению — порой одной
ворсинки достаточно, чтобы нарушить работу системы холостого хода или
какой-то другой. Поэтому кромки отверстий в прокладке должны быть
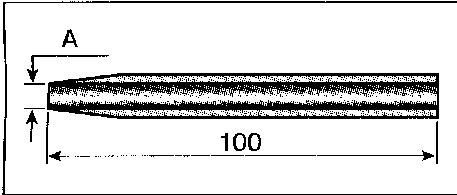
чистыми, без бахромы или ворса. Лучше всего делать их с помощью
специальных просечек (рис. 2.34.), например,
изготовленных из
трубок. Отверстие большего диаметра можно вырезать острым ножом или,
как показано на рис. 2.35., с помощью циркуля-измерителя.
Рис. 2.34. Просечка из стальной трубки. Диаметр отверстия — А
Рис. 2.35. Отверстие в прокладке можно выполнить измерителем с остро заточенной иглой
Кончик
иглы затачивают в виде миниатюрного лезвия. Особенно хорош этот способ,
если вам приходится вырезать прокладку не из картона, а из листовой
резины, кожи, пластика - и не только для автомобиля! Если прокладка для
карбюратора ворсится, ее можно слегка обжечь в пламени горелки, а затем
покрыть эластичным, но нерастворимым в бензине паком. Ни в коем случае
при сборке карбюратора не пытайтесь улучшить работу прокладки с помощью
герметиков. Во-первых, при этом трудно избежать его попадания в каналы,
жиклеры и т.д. еще при сборке. Во-вторых, многие герметики под
действием температуры "ползут" и движение этих частиц всегда происходит
в одну сторону! Упрощенно - внутрь карбюратора, в каналы с высоким
разрежением.
После этого карбюратор может оказаться засорен настолько, что его очистка станет дороже покупки нового.
|